
加工实例
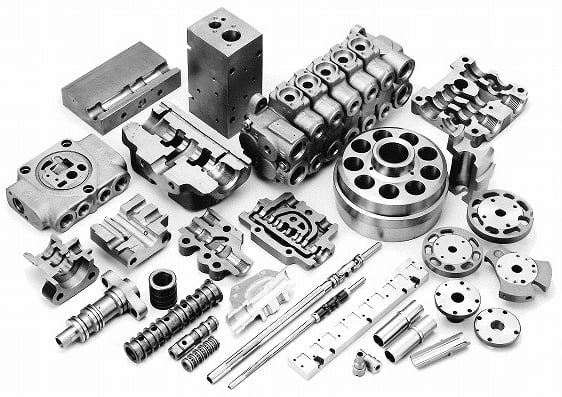
油压零部件阀体

加工方法一路径施工方法2工程
材质FC300
加工径φ13
加工以后精度圆筒度:1.0μm
真实日元度:A=0.5μm,B=0.5μm,
C=0.7μm,D=0.5μm
油压零部件柱塞·块

加工方法一路径施工方法
材质FCD600
硬度HRc52~62
加工径φ14*9洞孔
加工以后精度圆筒度:1.4~2.4μm
真实日元度:0.6~1.7μm
汽车零部件suribu

加工方法一路径施工方法
材质硬质arumaito(主要材料:铝)
加工径φ10
加工以后精度真实日元度:1.0~1.2μm
方面毛病度:Rz0.8μm
汽车零部件齿轮

加工方法心轴施工方法+一路径施工方法
材质SNCM220
硬度Hv720~850
加工径φ20 0~0.011
加工以后精度圆筒度:1.0μm
真实日元度:A=0.5μm,B=0.6μm,C=0.7μm
汽车零部件摇臂

加工方法一路径施工方法
材质
硬度
加工径φ
加工以后精度圆筒度:
真实日元度:
模具零部件布什

加工方法心轴施工方法+一路径施工方法
材質超硬
加工径φ2.755 0~0.01
拿代0.1mm/直径
加工以后精度面毛病度:Rz0.8μm
供产业零部件空气主轴马达使用的房屋建筑

加工方法一路径施工方法
材质SUS420
硬度HRc55
加工径φ30±0.002
加工以后精度圆筒度:1.0μm
真实日元度:A=0.3μm,B=0.4μm,C=1.0μm,
D=0.4μm,E=0.3μm
产业零部件汽缸

加工方法一路径施工方法+心轴施工方法
材质氮化钢
硬度HRc60
加工径φ10±0.005
加工以后精度面毛病度:Rz0.25μm
光学元件

加工方法心轴施工方法
材质石英玻璃
加工径φ10
加工长350mm
拿代0.5mm/直径
加工以后精度面毛病度:Rz0.8μm(没有微裂缝的发生)
